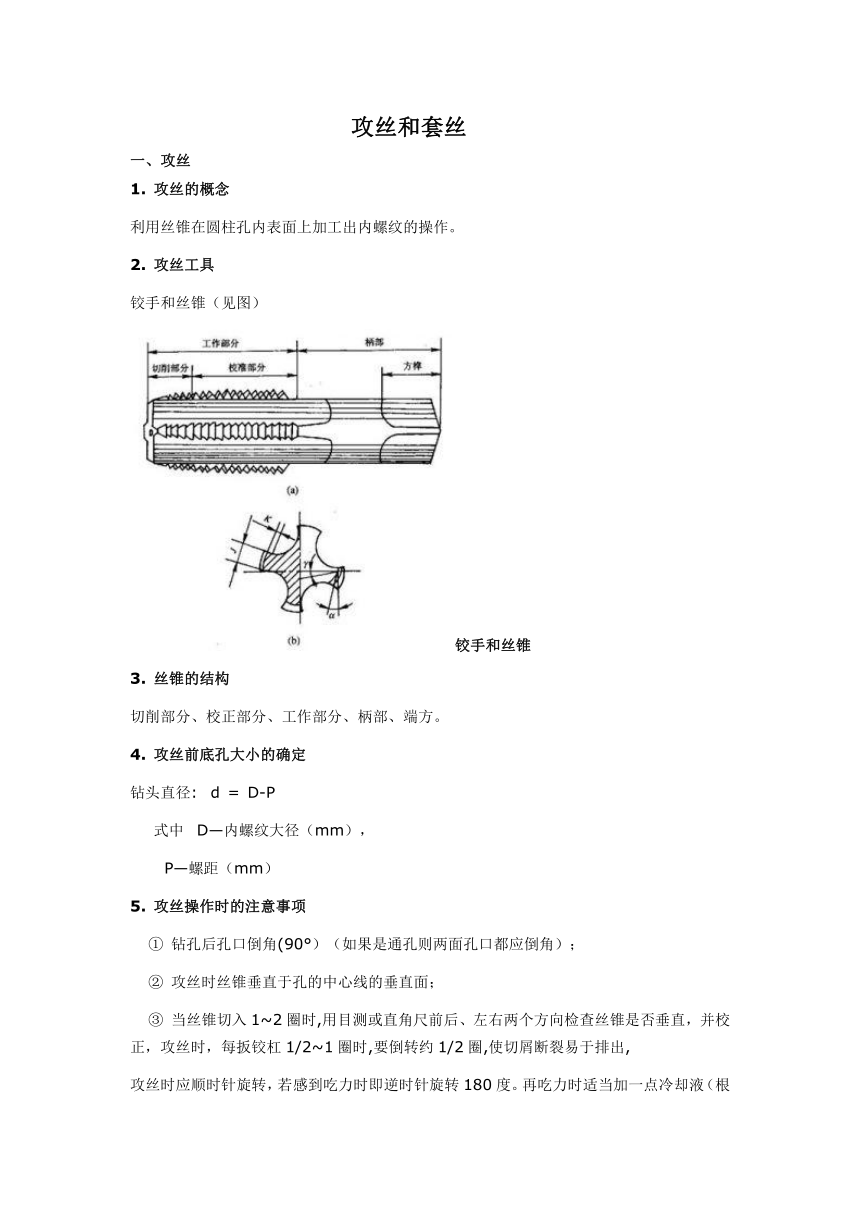
資源簡介 攻絲和套絲一、攻絲1. 攻絲的概念利用絲錐在圓柱孔內表面上加工出內螺紋的操作。2. 攻絲工具鉸手和絲錐(見圖)鉸手和絲錐3. 絲錐的結構切削部分、校正部分、工作部分、柄部、端方。4. 攻絲前底孔大小的確定鉆頭直徑: d = D-P 式中 D—內螺紋大徑(mm), P—螺距(mm)5. 攻絲操作時的注意事項 ① 鉆孔后孔口倒角(90°)(如果是通孔則兩面孔口都應倒角); ② 攻絲時絲錐垂直于孔的中心線的垂直面; ③ 當絲錐切入1~2圈時,用目測或直角尺前后、左右兩個方向檢查絲錐是否垂直,并校正,攻絲時,每扳鉸杠1/2~1圈時,要倒轉約1/2圈,使切屑斷裂易于排出,攻絲時應順時針旋轉,若感到吃力時即逆時針旋轉180度。再吃力時適當加一點冷卻液(根據被攻工件的材質而定); ④ 據螺孔和材料的要求,頭錐和二錐、三錐按順序使用。攻螺紋(如圖)攻螺紋示意圖二、套絲1. 套絲的概念利用原板牙在圓柱體的外表面上加工出外螺紋的操作稱為套絲。2. 套絲工具板牙和板牙架3. 板牙結構切削部分、校準部分和排屑孔4. 套絲前圓柱桿直徑的確定圓柱桿直徑:d0=d-0.13P式中 d0—圓柱桿直徑(mm);d—外螺紋大徑(mm); P—螺距(mm))。5. 套絲操作時的注意事項 ① 套絲前需把圓柱桿的端頭(2mm~3mm) 倒角成150~200的圓錐體; ② 套絲時應保持板牙端面與圓柱桿軸線垂直; ③ 套絲開始時雙手順時針均勻旋轉板牙,并施加軸向壓力,當板牙切入后取消壓力; ④ 為了斷屑,板牙要經常逆時針旋轉,為了 提高螺紋表面質量和板牙使用壽命,要加切削液。 展開更多...... 收起↑ 資源預覽 縮略圖、資源來源于二一教育資源庫
 資源預覽
資源預覽
 資源預覽
資源預覽