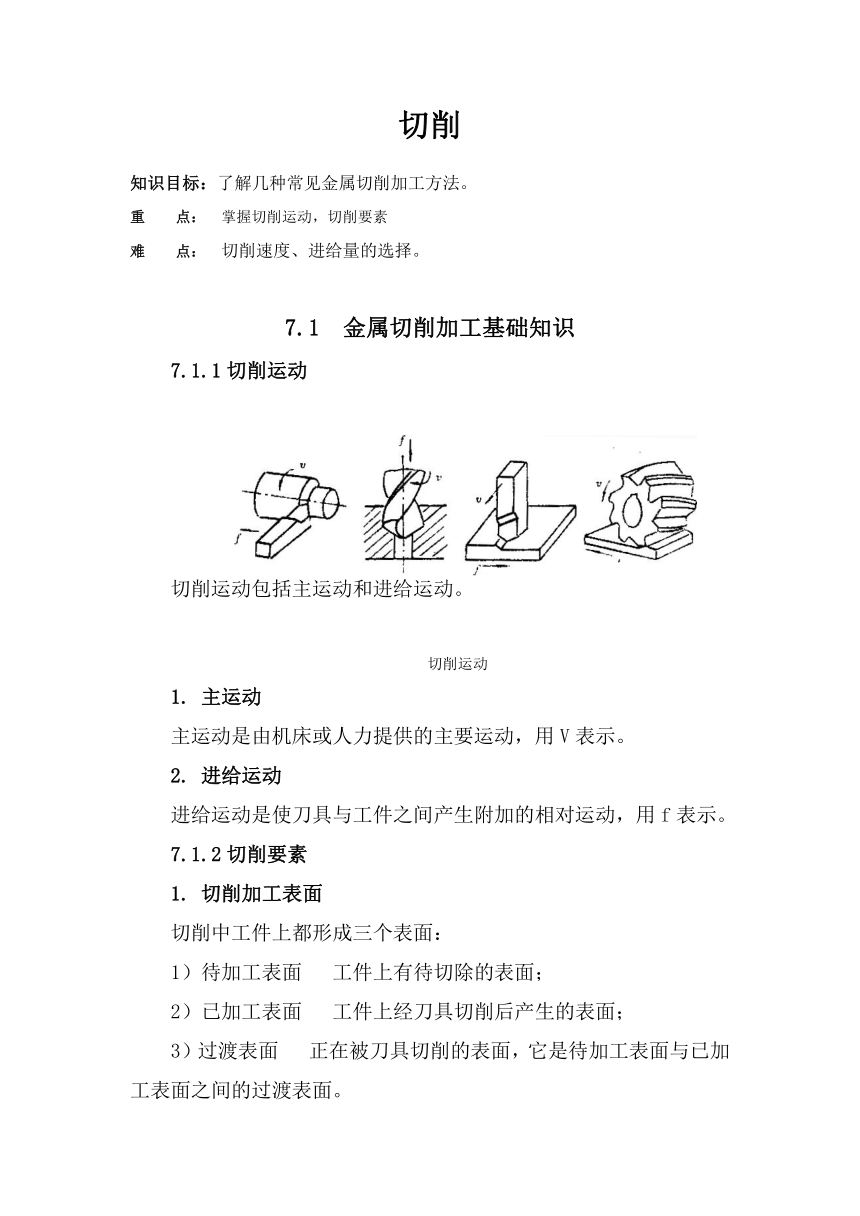
資源簡介 切削知識目標:了解幾種常見金屬切削加工方法。重 點: 掌握切削運動,切削要素難 點: 切削速度、進給量的選擇。7.1 金屬切削加工基礎知識7.1.1切削運動切削運動包括主運動和進給運動。 切削運動1. 主運動 主運動是由機床或人力提供的主要運動,用V表示。2. 進給運動進給運動是使刀具與工件之間產(chǎn)生附加的相對運動,用f表示。7.1.2切削要素1. 切削加工表面切削中工件上都形成三個表面:1)待加工表面 工件上有待切除的表面;2)已加工表面 工件上經(jīng)刀具切削后產(chǎn)生的表面;3)過渡表面 正在被刀具切削的表面,它是待加工表面與已加工表面之間的過渡表面。1-已加工表面;2-待加工表面;3-過渡表面車外圓時的切削要素2. 切削用量三要素切削用量三要素包括切削速度、進給量和背吃刀量。(1)切削速度v 切削速度是指切削加工時,切削刃上選定點相對于工件主運動的瞬時速度,單位為m/s。(m/min)式中:-待加工表面或刀具的最大直徑(mm); n-工件或刀具的轉(zhuǎn)速(r/min)。(2)進給量? 進給量是指主運動的一個循環(huán)內(nèi)(一轉(zhuǎn)或一次往復運動)刀具在進給方向上相對工件的位移,單位mm/r 。(3)背吃刀量 背吃刀量(單位為mm)也稱切削深度。 3. 切削層幾何參數(shù)(1)切削厚度 兩相鄰加工表面的垂直距離,單位為mm。 式中:kr——切削刃和進給方向的夾角。(2)切削寬度 沿主切削刃度量的切削層尺寸,即切削刃和工件的接觸長度,單位為mm。(3)切削面積 切削層在垂直于切削速度截面內(nèi)的面積,單位為mm2。 展開更多...... 收起↑ 資源預覽 縮略圖、資源來源于二一教育資源庫
 資源預覽
資源預覽
 資源預覽
資源預覽